


世界での関数電卓の普及に尽力するカシオ計算機は、関数電卓の生産工場であるカシオタイ(タイ王国 ナコンラチャシマ県)において、2017年より新たに「自動化ライン」を導入した。その意図と目的とは? そして実際に導入したことによる効果とは? 実際に現地工場を見学させてもらい、カシオタイの代表取締役社長である臺場秀治氏に話を伺った。
-

「カシオタイ」のコラート工場の外観(一部)。タイ ナコンラチャシーマ県にある同工場は、2653人(2017年3月時点)の従業員からなり、関数電卓のほかに、一部の「G-SHOCK」製品なども生産している

導入に至った経緯は?
臺場氏は、今回の自動化ラインの導入に至った経緯について、「タイにおける人件費の上昇」が理由の1つであると語る。
-

今回話を伺った、カシオタイ代表取締役社長の臺場秀治氏

「タイの労働者の最低賃金は、2012年に急騰して以降、数年単位で緩やかに変化してきていました。しかし、2017年には約3.3% 、そして2018年4月にはさらにそこから7.1% ほど上昇する見通しで、今後もより一層の上昇が予想されます」(臺場氏)。
-
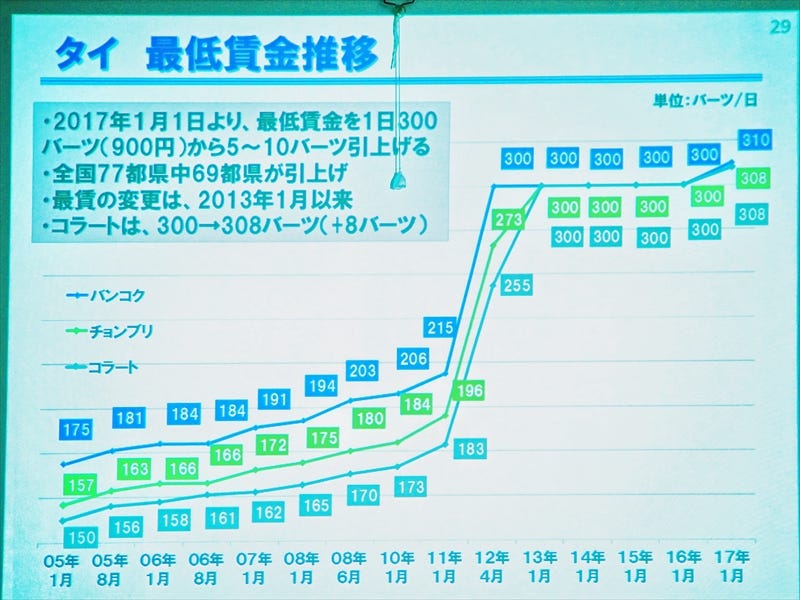
タイの最低賃金はここ数年は横ばいだったものの、2016年から2年連続で上昇している。今後の上昇も予想されることから、自動での生産ラインを増やすことが求められている

それに加え、近年日本でも喫緊の課題となっている「技術の継承」も問題の1つであるという。カシオタイ工場においても、1つの工程をやり続け、高い技術を持っている熟練者が居るからこそ高い稼働率を保てているという現状があり、その"人に依存した"技術を機械で代替することで、今後も安定した生産能力を保ちたいという考えだ。
なおコラート工場では、新ラインの導入によって、これまでの人の手による組み立てラインとの比較で、生産効率を2.6倍にすることを目標としているとのこと。2018年3月現在、関数電卓の生産ライン(全12ライン)のうち、3つの自動組み立てラインが稼働中だ。
「高効率化」の輝きに隠れた、影の努力
今回導入されたラインの名称は「箱庭」。パレット上に部品を重ねて組み立てていく様子が、小さな箱庭をつくっているように見えることから命名されたそう。このラインで自動化生産が開始されたのは、関数電卓「Class Wiz シリーズ」と「ES (ES PLUS)シリーズ」の2種となる。
しかし、箱庭ラインの説明を聞いて、スマートな「自動化」のイメージとは異なる、「泥臭い努力」の数々を紹介されたために驚いた。「高効率化という輝き」の裏には、幾重もの「影の努力」があったのだ。
同ラインが導入されたのは2017年7月。なんと、導入初期のマシンエラー率(ラインに投入した製品数を、ラインが停止した回数で割った値)は約25% であったという。つまり、製品を4個つくる間に1回ラインが止まってしまう、という状況だ。現場では「本当にこれで自動化ができるのか」と不安の声があがっていたという。
-
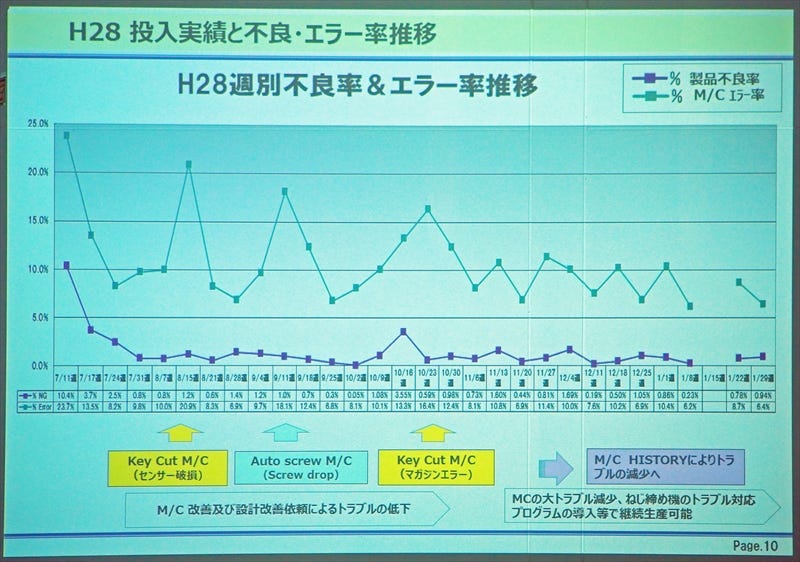
2017年の投入実績と不良・エラー率の推移。緑色はマシンエラー率、紫が製品不良率。ライン導入初期のマシンエラー率の高さには衝撃を受けた。しかし、決して製品不良率は高いわけではなく、1% 以下の場合がほとんどだ

その後、ラインの設計改善や、細かなエラーに対応するための微調整などを通じ、2018年1月末には、約6% 程度のマシンエラー率にまで減少した。しかし、まだこの数字で満足する気はなく、現在もエラー率を低下させるためにさまざまな対処をしているという。こうしてみると、自動化ラインの導入には非常に多くの手間がかかっているようだ。しかし、臺場氏は現状を「良い傾向」だと捉えている。
「今回の自動化ラインの導入によって、ラインの設計側と、製造現場の間での意見交換が活発に行われるようになり、『風通し』が良くなったように感じます。2017年の組織変更によって、本社に『生産本部』が置かれたことによって、設計側と製造側での役割分担や責任の所在が明確になったことも影響しています。設計と生産が一体になる、という意識改革がなされ、設計改善を意識的に行えるようになりました」(臺場氏)。
-

生産ラインの様子。従来の手組みでは1ラインあたり18人の作業員がいたが、新ラインの導入により、1ラインあたり11.5人にまで減少。省人化を実現した

これまで、生産効率の向上を求められていても、現場側での工夫には限界があったという。今回の自動化ラインの導入によって、「設計側での工夫」という新たな選択肢が現場でも持てるようになり、意見が活発化したというのだ。ラインの導入時には、実際にラインの開発者たちがこぞって現場に訪れ、滞在したそう。カシオでは今、会社単位での「協創」がなされているとも言える。
「想定外」から生まれた数々の技術
箱庭ラインの紹介に移る。まずは、製品を組み立て、次の工程に流すためのキャリアについて。自動化に合わせて、外形寸法を統一するための冶具を作製、さらに、経時変化による変形を防ぐために、材料をナイロンからPOM(ポリアセタール)樹脂に変更した。
-

ベルトで製品を流すためのキャリア。基本的にこのキャリアの上で製品は組み立てられる。自動化に合わせ、外形寸法を統一化するための冶具を作製したほか、経時変化による変形を防ぐために、材料の変更も行われた

このキャリアに関数電卓の表面にあたる部品を置くところから、自動化ラインははじまる。その後、キーが機械によって自動で圧入されるのだが、形状が異なる一部のキー(AC/DELキー)は、人がはめ込んでいる。
-

関数電卓の表面にあたる部品をベルト上のキャリアにおいて、スタート
-

自動でキーが装着される
-

「AC/DEL」キーを装着。他のキーとは形状が異なり、表面が斜めになっていることもあり、現在は人の手で装着されている



さらに、キーと基板の間に挟むゴム(Rubber)は、互いにくっついてしまい、機械で1枚ずつ掴むのが困難だったため、エアーをあてることで1枚ずつゴムを浮かせ、掴みやすくするという工夫をした。設計段階からこの状況の想定はさすがにできなかっただろう。
-
ゴムのピックアップ、およびエアーによってはがされている様子
その後は、基板を設置し、機械によって自動で固定がなされる。

ゴムの上に基板を設置すると、機械によって自動で固定される


そして現在、改良を検討中の「はんだづけ工程」に移る。この工程では「電池バネのはんだづけ、挿入」「電池ボックスの溶着」などといった作業を行うのだが、これらは自動化が難しく、製品の設計段階からの見直しが必要であるとのこと。
しかし、解決策を待つだけではなく、現段階からも工夫がなされている。導入初期には複数の工程が必要となるため、不要な取り置きロスが発生していたところを、新たに、並行した別のコンベアラインを設置することによって、受け渡しの迅速化を実現したとのことだ。
-

はんだづけの工程。電極をつくるために多くの人手が必要なほか、はんだつけ工程は機械での代替ができないため、現在、はんだづけを行わずにすむような、設計案からの変更が求められている

さらに、「現場での対応」で生産性向上に貢献したのは、「ねじ締め工程」だ。3台のねじ締め機が、それぞれ2か所ずつ、合計6か所のねじを締めるのだが、導入初期は、1つの機械が不具合を起こすと、ラインが止まってしまっていた。そこで、プログラムを変更し、1台が故障した場合には、残りの2台で3個ずつのねじ締めを行えるようにした。これによって大幅なロスタイムの削減を実現したという。
-

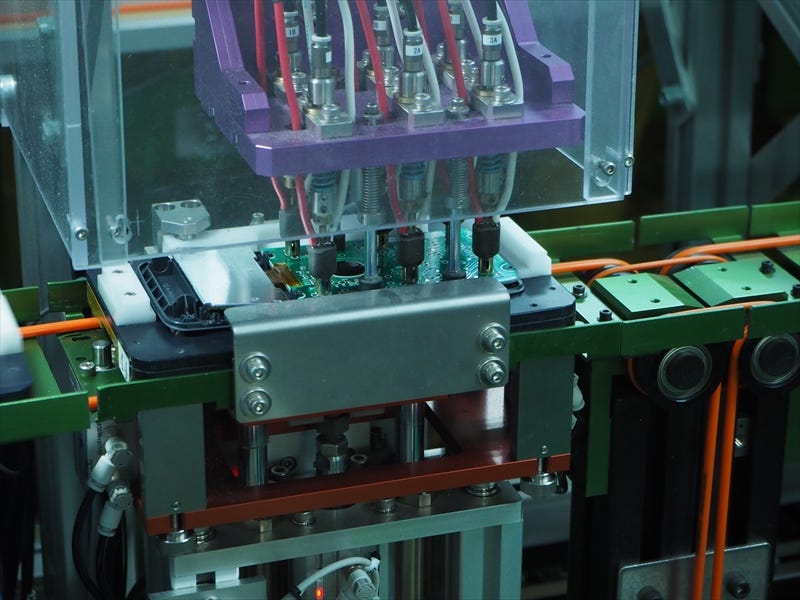
ねじ締め工程。3台のねじ締め機が、2か所ずつ、合計6か所のネジしめを行う。1つの機械が不具合を起こしてしまったときには、他の2台で3か所ずつのねじ締めが行えるようにプログラムを組みなおすことができる

その後は、キーの動作チェック、およびキー配列に間違いがないかどうかの確認が行われる。どちらも、これまでの一部は自動化していたものの、今回新たに画像認識技術などを用いることによって、より高精度に、より迅速にチェックができるようになった。
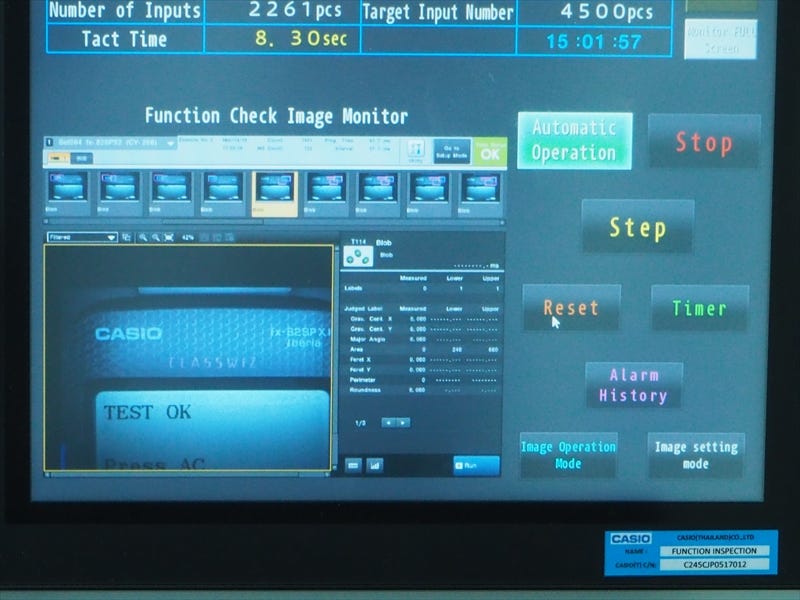
キーの動作チェック。キーを決まった順序で押し、不具合がないかを確かめる。


-
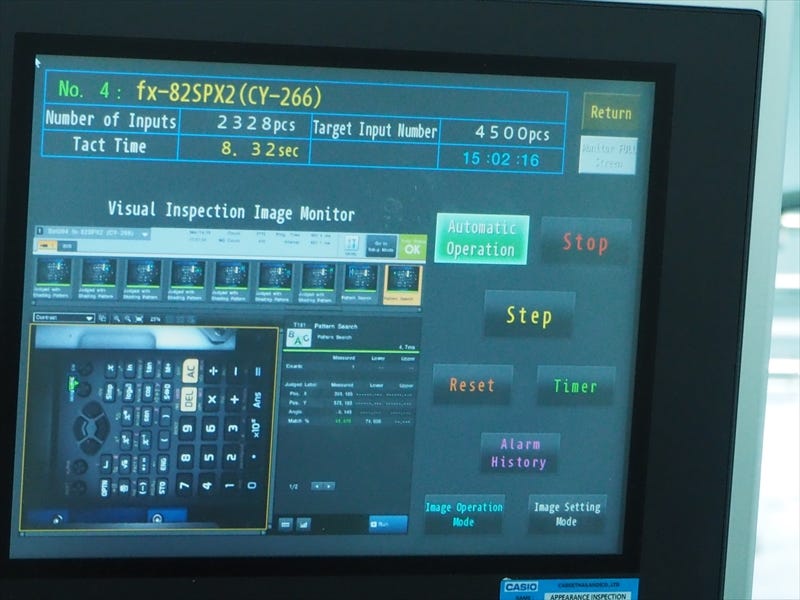
画像認識技術によって、キー配列の間違いがないかをチェックする
-

キー配列のチェックは、これまで目視で行われていた


そのほか、電卓のキーを補強するためのリブという部分が変形してしまって不具合を起こしたり、ソフトウェアエラーによって金型のプレートがセンサが破損してしまったりと、予期せぬ問題が続けざまに発生したが、すでにそうした問題の多くは原因を特定、解決済みだという。
これらの努力が功を奏し、箱庭ラインの生産能力は向上し、現在は1ラインにつき、24時間稼働、2直(2交代制)で、1週間あたり7000個の生産ができるようになった。今後は、交代なし(1直)で、現在よりも稼働時間を減少させても1週間当たり4800個の生産を実現したいとしている。
-
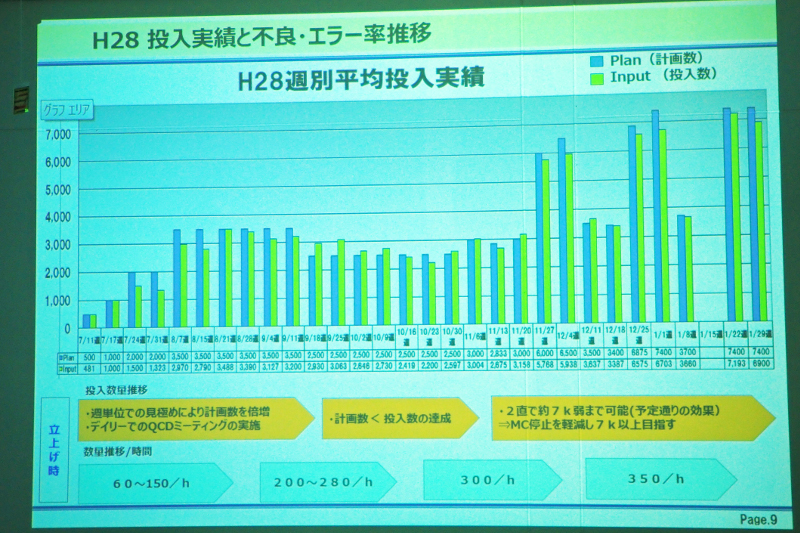
箱庭ライン導入時からの投入数量(生産数)の推移(1週間単位)。投入数が倍増している週は、2直(交代制)での生産によるもの。今後はまず、1直で 4800個/週 の生産を目指す

自動化のノウハウは、カシオの財産に
最近は「自動化ラインの導入」に関する話題が増えてきたが、新たに「自動化できる製品」を開発し、それに合わせたラインをつくるのとは異なり、これまで人がしていた仕事を機械で代替するというのは、骨が折れる仕事だ。ラインの設計者によっても、いくら考えても想定できなかったハプニングは必ず起こるといっていい。
今回、カシオ工場の自動化ラインの導入におけるいくつかの問題点と解決方法を紹介したが、実際にはほかにもここでは紹介しきれないほどの、細かな調整に奮闘した様子も語られた。自動化ラインの導入において重要なのは、導入後の微調整の繰り返しだといえる。
コラート工場で目指すは、生産の「完全自動化」だ。現状、どうしても人でなければ出来ない工程においても、製品の設計の工夫などによって、その問題を解決していくことを目指している。さらに、現在の3本の自動化ラインに加えて、残りのラインも自動化していくという話もあがっているという。
臺場氏はさらに「今回のライン導入で得た知見は、当社の自動化ライン普及に役立つものとなるだろう」とコメント。コラート工場における、関数電卓の「完全自動生産」を目指して行われている数々の努力は、カシオ計算機の財産となり、さらなる自動化ラインの導入に大きな影響をもたらすことになりそうだ。














