
独自の金属粉末製造技術を活用した金属資源事業を行うエプソンアトミックスは、青森県八戸市の八戸北インター工業団地内に、新たな金属精錬工場を竣工し、2025年6月から操業を開始する。6月6日に竣工式を行い、新工場の様子を公開した。
新工場は、北インター第二事業所に設置し、建物および生産設備に約55億円を投資。2023年10月から建設を進めてきた。金属精錬の専用工場となり、エプソングループや地域で不要となった金属を原料として再資源化。フル稼働時には、インゴット換算で年間5000トンの金属材料の出荷を目指す。
-

エプソンアトミックスの北インター第二事業所金属精錬工場

-

青森県八戸市にある北インター第二事業所の入口

高品質な金属リサイクルを実現、次世代材料の開発にも貢献
セイコーエプソンの技術開発本部長および地球環境戦略推進室長を兼務するエプソンアトミックス 取締役会長の大塚勇氏は、「セイコーエプソングループから出る廃金属や、市中から調達できる建築廃材鉄など、高級スクラップだけでなく、中級スクラップまでも原料に転換することができるようになる。また、当社の金属粉末製造において生まれる規格外粉末も再利用でき、原料の幅を広げることができるメリットがある。新工場で再資源化したものは、インゴットとして提供する」とし、「新工場で生産とした高品位再生原料を使うことで、質の高い金属粉末を作ることができる。アモルファス・ナノ結晶合金などの次世代高機能粉末の開発にもつながり、材料を進化させることで、部品や完成品も進化させることが可能だ。マテリアルの力で、新たな未来社会の発展につながるモノづくりに貢献したい」と述べた。
また、「セイコーエプソンが掲げた『環境ビジョン2050』では、脱炭素と資源循環に加えて、お客様のもとでの環境負荷低減に取り組んでおり、今回の金属再生事業は、環境技術開発に当たるものになる」とも位置づけた。
-

エプソンアトミックス 取締役会長の大塚勇氏

セイコーエプソンは環境ビジョン2050において、脱炭素、資源循環、環境技術開発に対して、2030年までに1000億円を投資する計画を打ち出しており、今回の投資もその一環となる。
今後3年で、エプソンアトミックスが必要とする金属原料の約4分の1を、再生金属原料に置き換える計画であり、地下資源の消費抑制に貢献できるとしている。
金属精錬工場は、約2万9000平方メートルの敷地に、北棟と南棟の2棟を直結する構造で建設。北棟と南棟をあわせた建物面積は3538平方メートルとなっている。7階建ての建物に匹敵する21メートルの高さを持つ吹き抜け型の工場となっているのが特徴だ。
工場内には、10トンの高周波誘導炉を2基、10トンのAOD(Argon Oxygen Decarburization)精錬炉を1基、10トンの取鍋精錬を1基のほか、鋳銑機、鋳型などの装置を設置している。
廃棄金型、ステンレススクラップ、鉄スクラップ、純鉄ビレットなどの市中から調達したスクラップ材や、同社内から排出された規格外粉末を、スクラップヤードに搬入。材料投入台車が移動して、高周波誘導炉にこれらを投入。約1600℃~1700℃にまで高め、誘導加熱で材料そのものを発熱させて溶解。溶解補助ロボットを使用して、表面に浮き出た不純物を除去する。その後、レンガを貼った容器である取鍋に移し替えて、これを30トンクレーンで吊り上げて移動。AOD精錬炉の容器に移し替える。ここでは、底面部から酸素とアルゴンを吹き込み、不純物を酸化させて表面に浮上。さらに純度を高めて、品質向上を図ることができる。さらに、これを取鍋に移動させたあと、クレーンで移動させて、ノズルを使い鋳銑機に金属を投入する。鋳銑機は鋳型を使用して、連続的な鋳造が可能であり、約15kgのインゴッド(塊)にして出荷することになる。
-

金属精錬工場で溶解した材料(金属)を取鍋に移し替えているところ

「精錬技術は独自のものであるが、設備はすべて外部から調達したものだ。設備には独自性はないが、AOD精錬炉は10トンという小さな規模で作ってもらえるメーカーがなく、海外メーカーから調達した。一方で、省人化、省力化、自動化の実現にこだわり、内部で独自システムを立ち上げることで、ロボットの活用などを実現している。クレーンにおいても回生電力を活用するなど環境にも配慮している」(エプソンアトミックスの大塚会長)とした。
約55億円の投資額については、これらの設備への投資のほか、受変電棟などのインフラ整備の強化にも活用。今後の拡張にも対応できるインフラ環境を整えていることも示した。敷地内には、新工場と同等規模の生産棟を建設するエリアが残っているという。
なお、新工場の外壁はモスグリーンとすることで自然との調和を意識。今後は、再生可能エネルギーの100%調達や、資源の有効活用など、資源循環による生産工場の実現を目指すとしている。
-
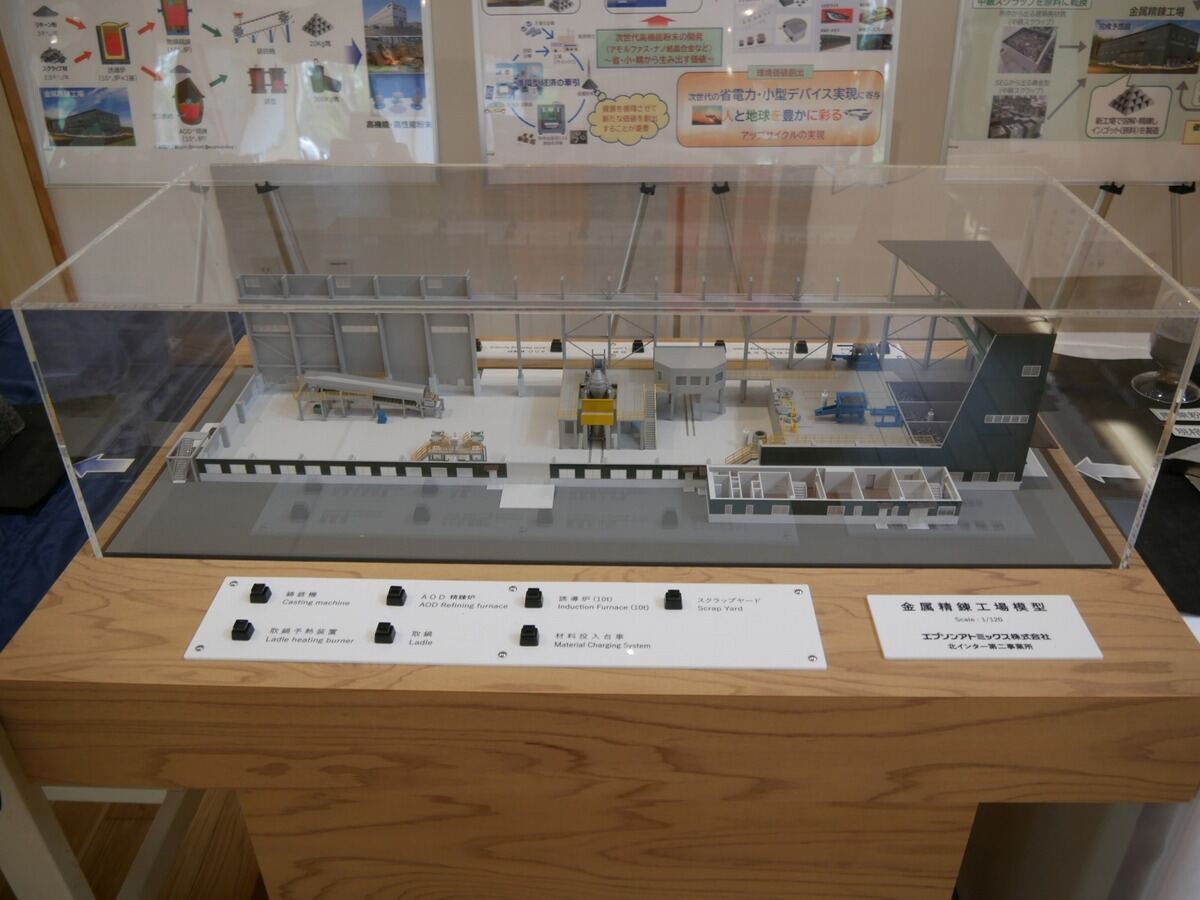
金属精錬工場内部の模型

-
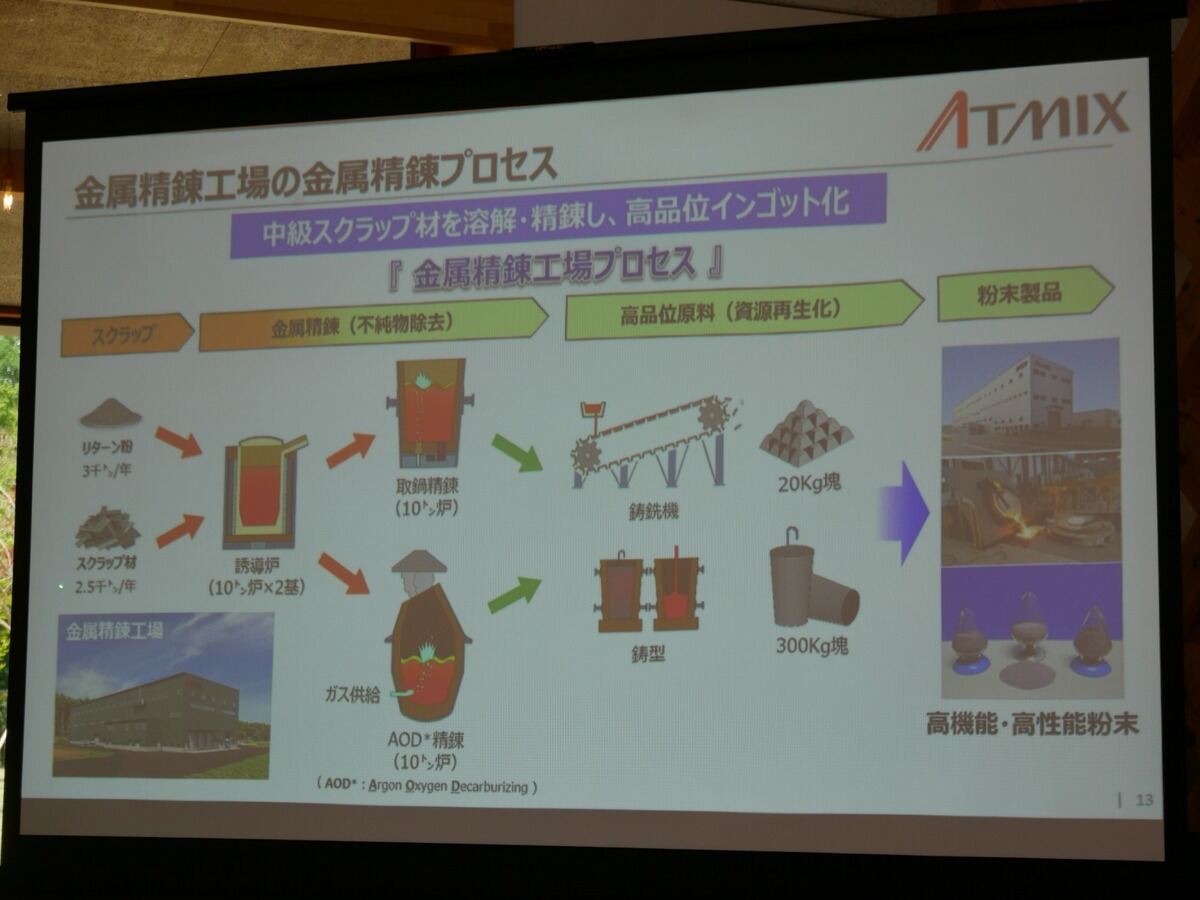
新工場における金属精錬プロセス

-

スクラップ材や規格外粉末を再資源化する
-

約15kgのインゴッドを生産する


-

インフラ施設。AOD精錬炉にアルゴンなどを供給する

-

敷地内にあるビジターセンター

-

ビジターセンターの入口の様子
-

ビジターセンターの玄関部には杉板による羽目板張りを施している


-

ヒノキの間伐材を使用。天井には八戸市に飛来するウミネコのタペストリーを使用している
-

トイレの床にはコルクを使っている


-

電気自動車のリーフを配置。停電時にはリーフからビジターセンターに給電することが可能だ

-

工場とビジターセンターの間には開放的な「アトミックスの庭」や遊歩道がある
-

自動芝刈りロボットが稼働している


6月6日に行われた竣工式では、エプソンアトミックスの大塚会長、沼沢社長のほか、セイコーエプソンの𠮷田潤吉社長、青森県の奥田忠雄副知事、八戸市の熊谷雄一市長など、同社関係者や地元関係者など約50人が参加した。
-

竣工式の式場入口

-
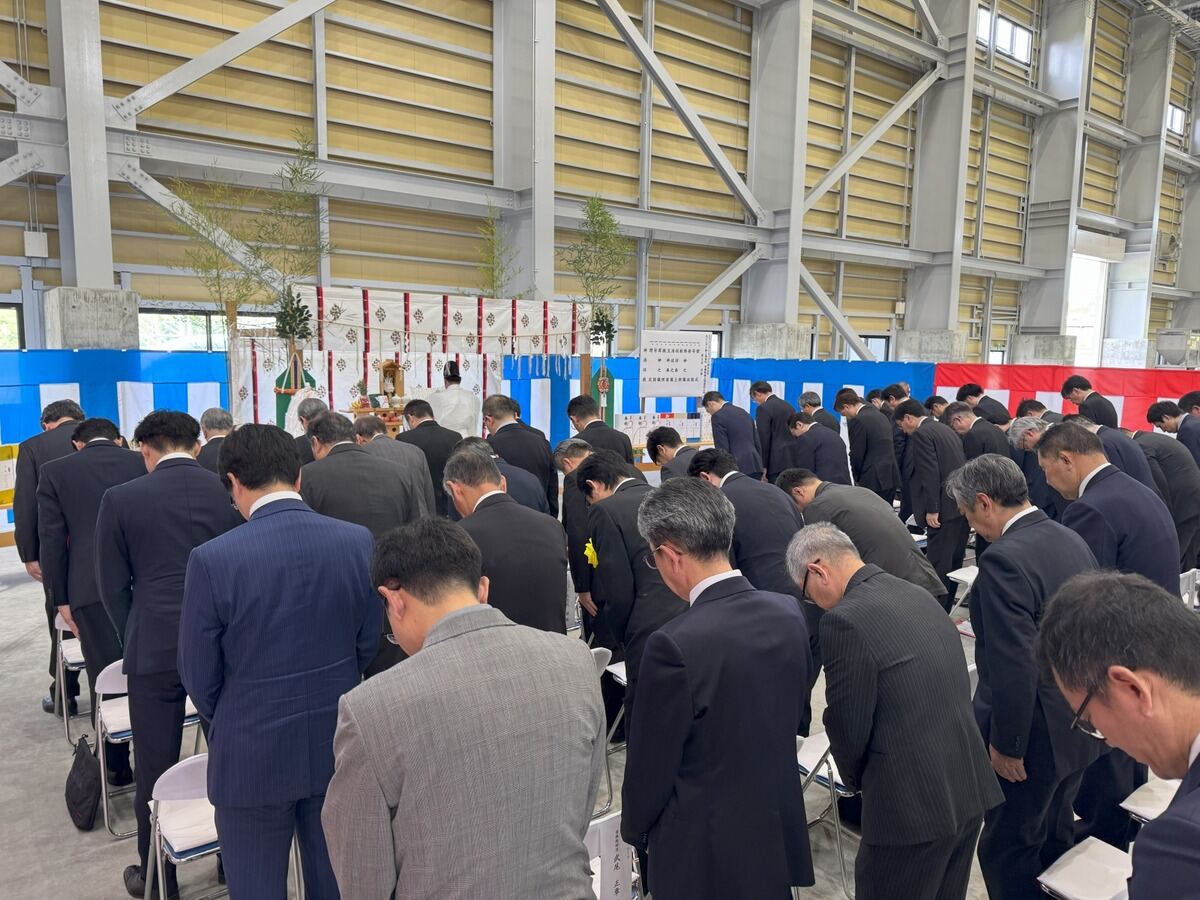
竣工式の様子。神事が執り行われた

-

セイコーエプソンの𠮷田潤吉社長が玉串奉奠を行った

金属粉末と金属射出成形、水晶原石のスペシャリスト
エプソンアトミックスは、セイコーエプソンの100%子会社で、1999年10月に、大平洋金属の金属粉末事業および金属射出成形事業を継承する形で設立。2003年7月には金属射出成型部品を生産するセイコーエプソンの100%子会社であるインジェックスを吸収。現在、金属粉末の製造および販売のほか、金属射出成形部品(MIM)事業、人工水晶原石生産事業の3つの事業を行っている。2024年度の売上高は146億円、約85%を金属粉末事業が占める。従業員数は432人。
八戸市内の本社工場では金属粉末、金属射出成形部品、水晶原石を生産。北インター事業所では金属粉末を生産している。
金属粉末では、同社が持つ2つの独自アトマイズ技術を活用しているのが特徴だ。
ひとつは超高圧アトマイズ製法で、数μm以下の超微細合金粉末を生産することができる。溶解した金属に高圧水を吹きかけて、溶解した金属を微細化する手法を用いている。
もうひとつは、超急冷凝固アトマイズ製法(SWAP法)と呼ばれるもので、1秒間に100万度という冷却速度によって、超急冷合金(アモルファス合金)粉末を生産できる。溶解した金属をガスで分断し、旋回水流によって溶解した金属を急冷凝固して粉末にする。
いずれの手法においても、材料を指定の成分に配合してから、高周波の溶解炉で溶かし、アトマイズを行ったのちに、乾燥させる。その後、篩分(ふるいわけ)や分級(ぶんきゅう)を行い、一部は加工。その後、検査工程を経て、出荷することになる。
2025年4月に就任したエプソンアトミックス 代表取締役社長の沼沢亮氏は、「業界ナンバーワンの特徴ある高性能金属粉末の製造と、顧客ニーズに密着した商品開発とサービスを提供できる点が強みである」としている。
-

エプソンアトミックス 代表取締役社長の沼沢亮氏

高性能金属粉末の具体的な用途として、自動車では燃料噴射装置の部品やドアノブ部品、電動化にあわせて基板に搭載される各種インダクタ、エネルギー変換用リアクトルなどの原料のほか、PCやスマホ、プロジェクターなどで使用されるインダクタの原料、あるいは医療機器部品、時計部品、産業機械部品などにも原料として利用されている。
-

エプソンアトミックスの歴史

-
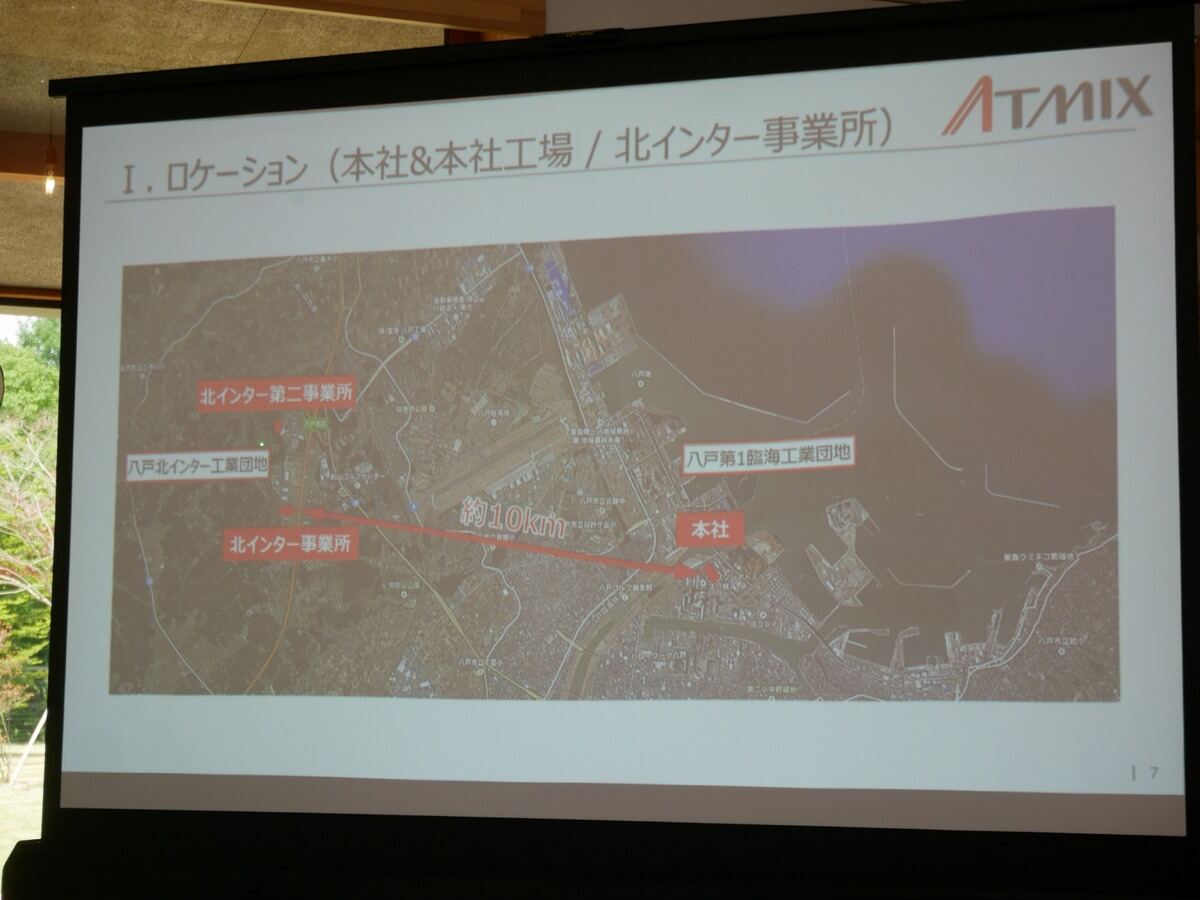
青森県八戸市内に3カ所の拠点を持つ
-
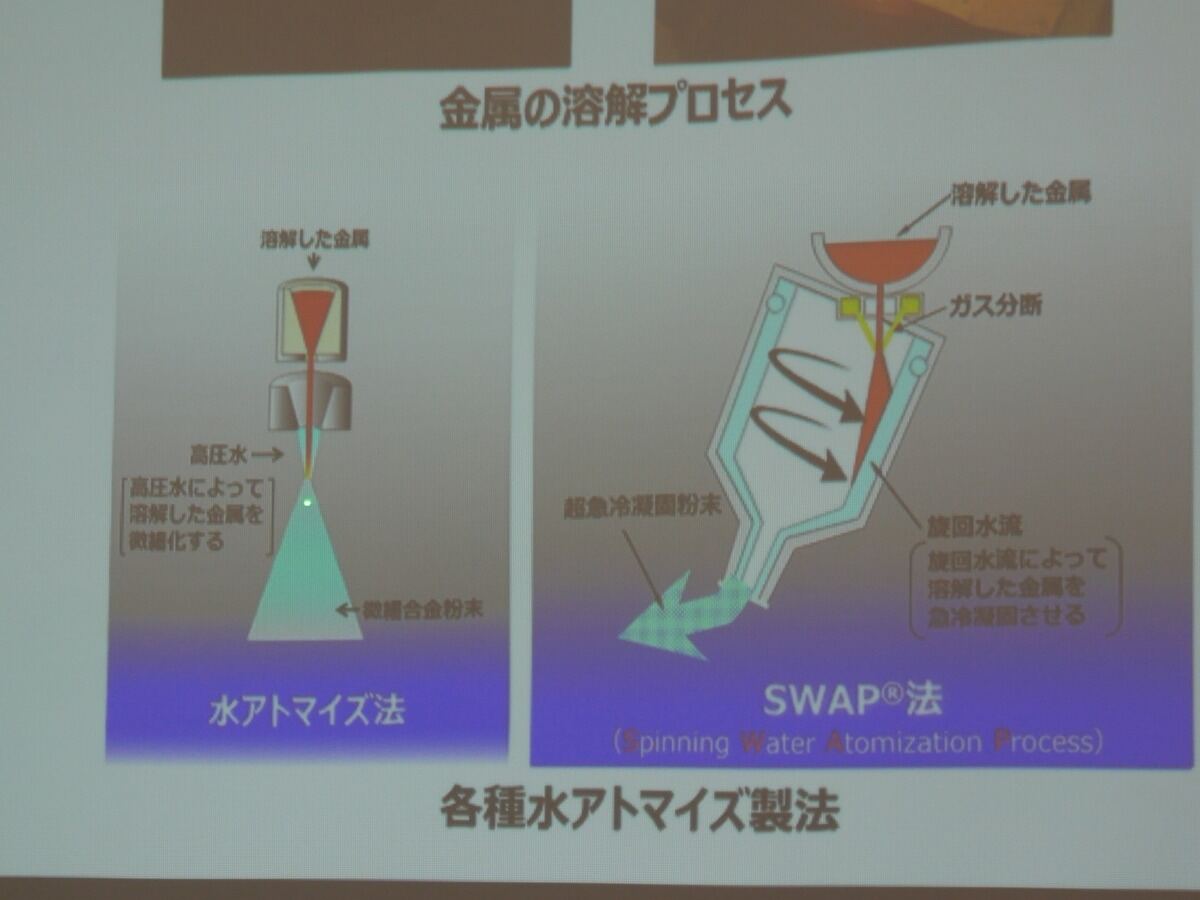
2種類のアトマイズ技術を用いている


-

スマホのインダクタの材料として使用される
-

こちらはPC用に使用されるインダクタ


-
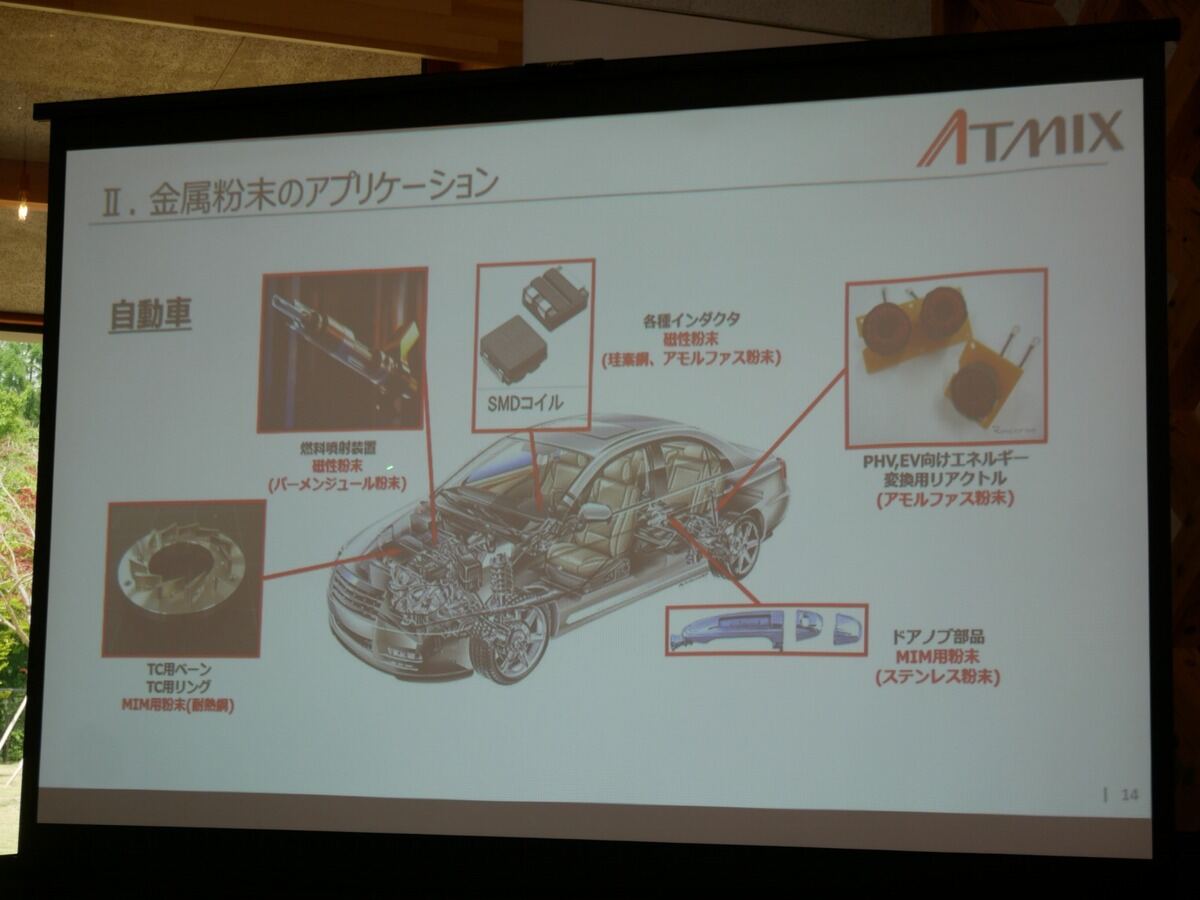
自動車部品にも多用されている

また、自社で生産した原料粉末を使って、金属射出成型部品を製造、販売する事業では、焼結密度99.5%の高密度化技術を特徴とするほか、微細複雑形状部品の安定量産技術を保有。焼結が難しいチタンやチタン合金に関するMIM化技術も有しているという。この技術は、プリンタのヘッド部品、歯列矯正部品、半導体パッケージ、時計裏蓋などで利用されている。
-
自社で生産した高機能金属粉末
-

金属粉末を使用して金属射出成型した部品


-
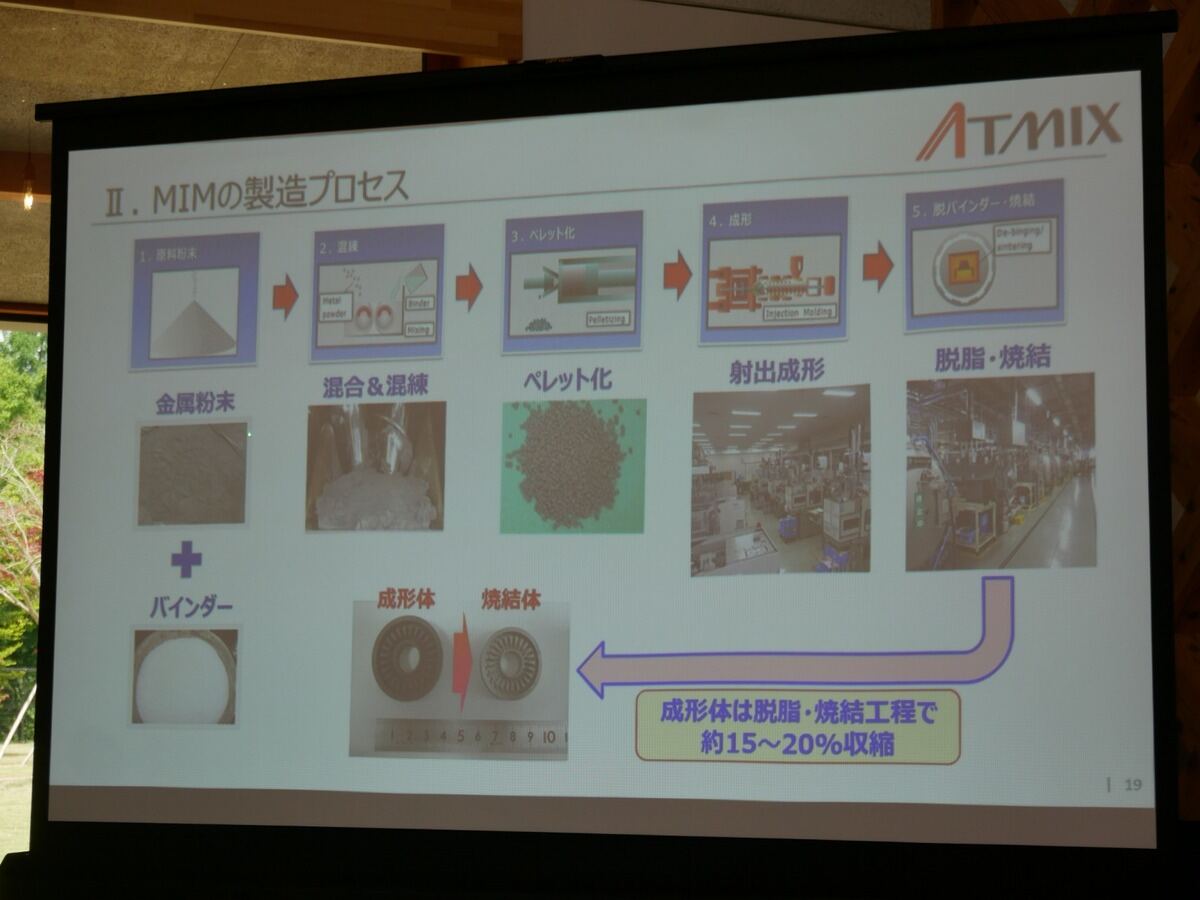
MIMの製造プロセス
-

様々な用途で利用されている


一方、人工水晶原石は、世界トップクラスの品質を誇っており、水晶振動子や水晶発振器、ジャイロセンサーなどに利用されている。これらは、基地局や産業機器、車載機器のほか、スマホやPC、デジカメなどの情報機器などにも搭載される。
約14メートルの高さを持ち、350~450℃、1000~1500気圧という高温、高気圧のオートクレープ(人工水晶育成炉)に、天然水晶であるラスカを投入。上部には種子水晶を短冊状に吊るし、そのなかをアルカリ水溶液が対流し、電気をかけると、溶けたラスカが種子水晶に付着し、成長していくことになる。完成した人工水晶原石は、ランバー加工して、出荷することになる。エプソンアトミックスでは、現在、8基のオートクレープが量産機として稼働。試作用として2基を用意している。なお、エプソングループでは、宮崎県宮崎市の宮崎エプソンでも、人工水晶原石の生産を行っている。
-
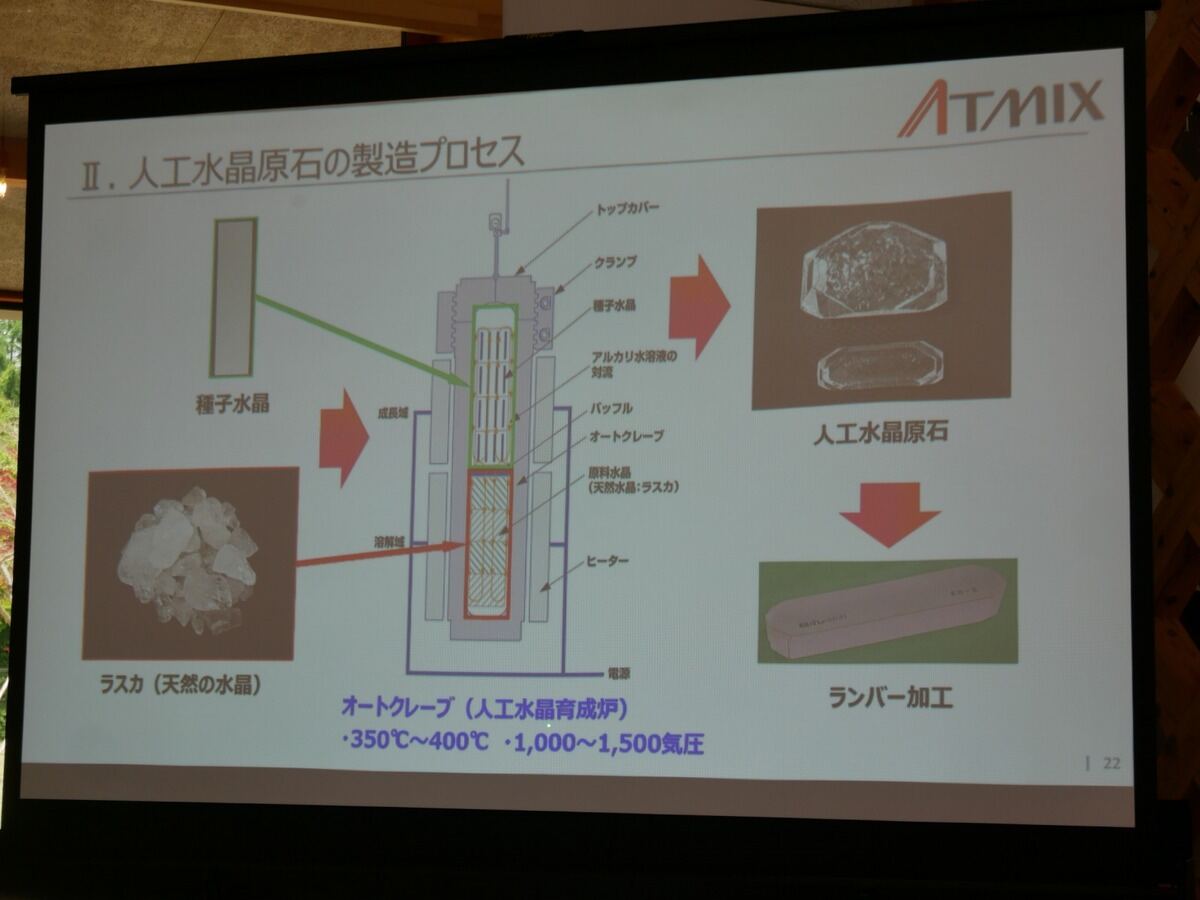
人工水晶原石の製造プロセス
-

人工水晶育成炉










