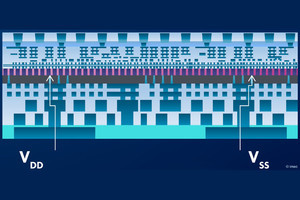
独ドレスデンにて、5月22~25日にかけて半導体インターコネクト(配線)技術に関する国際会議「IEEE International Interconnect Technology Conference(IITC) 2023」が開催された。そこでベルギーimecは、300mmシリコンウェハ上の相互配線用の薄い導体膜の抵抗率が、これまで相互接続メタルとして用いられてきたCuやRuよりも低くできることを実験的に確かめたことを報告したという。それによると、厚さ7.7nmのNiAl二元合金では、11.5μWcmという低い抵抗率が測定されたとのことで、この結果は、線幅10nm以下の低抵抗配線実現に向けたマイルストーンとなるとimecは主張している。
継続的なデバイスのスケーリングに向け、最先端のロジックおよびメモリチップにおいて重要な相互接続配線の幅は間もなく10nmに近づこうとしている。このように寸法が小さいと、Cuの抵抗率が増加し、信頼性が低下することが知られているため、Cu配線の代替素材の探索が続けられてきた。当初はRuなどの元素金属に焦点が当てられていたが、2018年のIITC会議にて imecは初めて二元および三元金属化合物にまで探索範囲を拡大したことを報告していた。
imecは、バルク抵抗率と電荷キャリアの平均自由行程の積を使用して、最も有望な材料を選択してランク付けするための独自の方法論を確立した。そして、この理論的評価に基づいて300mmウェハを用いた低効率測定実験を行ってきたという。imecのフェロー兼ナノインターコネクトプログラムディレクターのSlot Tőkei氏は、「候補の二元合金の小さな寸法での抵抗率の挙動をよりよく理解し、モデル化するために、今回のIITC 2023では、組成の変動や規則性・不規則性の影響を考慮した実効低効率という概念を導入することで、二元合金の薄膜の抵抗率は、薄い導体膜には本質的に存在する小さな粒径による粒界散乱によって支配されているのに対し、より厚い膜では(原子配列の)不規則性が影響していることが示された」と述べている。
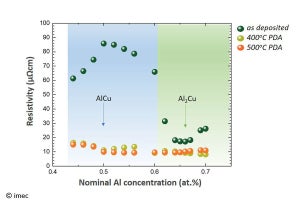
例えば、化学量論的NiAlの場合、7.7nmの薄膜で11.5μWcmという低い抵抗率が測定されたという。これはCuより23%低い値であるが、バックエンドオブライン(BEOL)対応温度でGeエピ層上に厚さ50nmの大粒径NiAl膜を堆積し、その後薄化処理を行った後に達成されたものだという。これらの実験では、より大きな粒径(45.7nm)が維持されるため、抵抗率に対する粒界散乱の寄与が減少する。Tőkei氏は、「300mmウェハ上に低抵抗の導体薄膜を実験的に実現できたことは、さらに二元合金および三元合金の探索を続ける動機となっている。合金の組成制御と、サブトラクティブエッチングに基づく将来のメタライゼーション手法を調査することにしている」と述べている。
なお、IITC 2023でimecは相互接続配線の微細化の課題について代替金属探査に関する2つの論文(招待寄稿1件を含む)のほか、セミダマシン配線構造、信頼性、高度な相互接続スタックの熱影響、中間ラインのメタライゼーションスキームなどに関する研究など、10件の口頭発表を行ったとのことである。
-

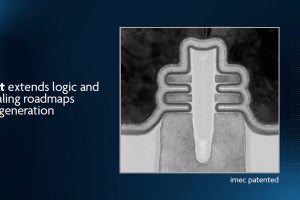
(左)さまざまなプロセス条件で堆積された NiAl二元合金の抵抗率。CuおよびPVD Ruに対してベンチマークしている。膜厚7.7nmで最も低い抵抗率が得られたが、これは、厚さ50nmで堆積した後に薄化したエピ二元合金で得られたとする。(右)厚さ7.7nmの二元膜のTEM写真。(a)は420℃で堆積したままの状態、粒径13.8nm。(b)は50nmの膜を薄くして45.7nmにした後の状態 (出所:imec)