

同研究では、亜鉛めっきハイテン鋼(SPFC780)を75℃の熱水に40分浸漬した後、めっき層表面を走査電子顕微鏡(SEM)像で観察すると、太さ数十nmの針状構造が、めっき層表面に無数に生じていることが確認された。ちなみにこの針状構造は、亜鉛表面から数百nmの深さまでしか生じておらず、めっき層へのダメージはないという。
-
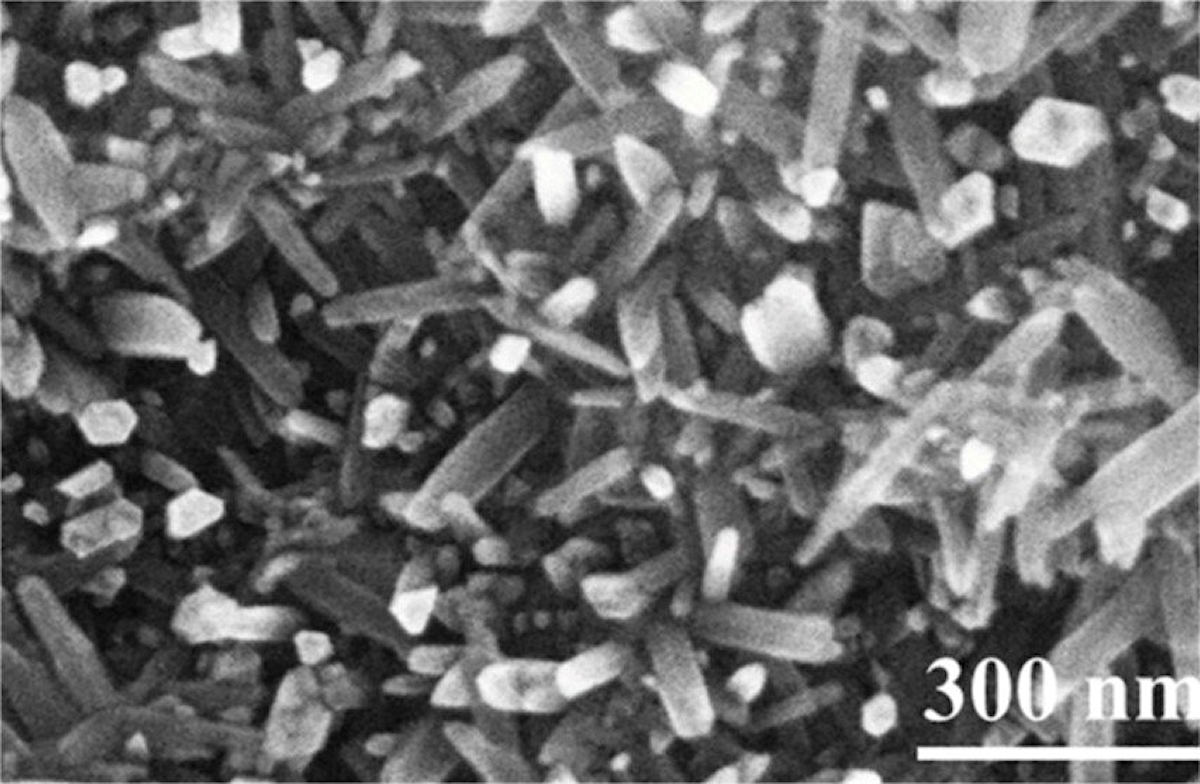
亜鉛めっきハイテン鋼を75℃の熱水に40分浸漬した後のめっき層表面のSEM像(出所:東大生研Webサイト)

次に、熱水処理後の亜鉛めっきハイテン鋼を射出成形用インサート金型に挿入し、車両部品部材として多用されるポリブチレンテレフタレート(PBT)との成形接合を行って、重ね接手構造が作製された。すると、一般的に自動車部品において要求される引張せん断強度の20MPaを上回る、強固な接合を得ることができたとする。このことから、めっき層表層の数百nm程度のアンカー効果によって、自動車への実装に十分なレベルの接合を得ることができたという。
続いて、接合部の断面をクライオ集束イオンビーム加工で数十nmの厚さにスライスし、透過型電子顕微鏡(TEM)および電子エネルギー損失分光法(EELS)にて評価が行われた。その結果、酸化亜鉛針状構造の奥までPBTが侵入していることが判明。支配的な接合メカニズムが強固なアンカー効果であることも確認されたとする。
-

(左)接合断面のTEM像。(右)EELSによる元素分析結果(出所:東大生研Webサイト)

熱水処理は、レーザーのような大型設備が不要で、なおかつ化学薬品フリーであり、非常に安価でシンプルな工程だ。従来より使用量は多いものの適切な成形接合法がなかった亜鉛めっき鋼において、同手法は非常に親和性が高い技術といえる。近年は次世代EVなどに使用する新しい部品設計が盛んであり、研究チームはそのような新製品に対して今回の技術が導入されることが大いに期待できるとした。