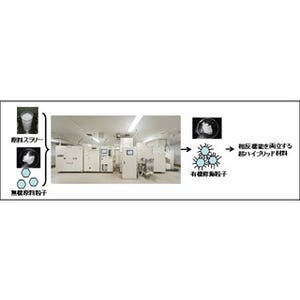
物質・材料研究機構(NIMS)、鹿児島大学、プラズマ技研工業の3者は共同で、NIMSオリジナルのコーティングプロセスであるウォームスプレー法を改良し、燃焼圧力を従来の4倍に高圧化することによって基材に投射する溶射粒子の速度を1000m/sにまで高め、従来は良質な皮膜の形成が困難だったチタン合金の皮膜化を可能にしたと発表した。
成果は、NIMS 先進高温材料ユニットの黒田聖治ユニット長、鹿児島大 大学院理工学研究科 機械工学専攻の片野田洋(かのだ・ひろし)准教授、プラズマ技研工業の大野直行技術部長らの共同研究グループによるもの。今回の研究成果は、2012年6月18日に広島市鯉城会館で開催される第95回日本溶射学会全国講演大会において発表される予定。
産業界では、発電設備、航空機等のエンジン、製鉄や半導体などの各種製造設備で一層の高効率化と省資源化が求められており、装置を構成する材料はより過酷な使用環境下で長期の使用寿命を求められている。こうした中、材料の表面に工夫をすることで、耐久性を劇的に向上させられる技術としてコーディング(皮膜形成)技術は非常に重要だ。
その中でも「溶射」と呼ばれる厚膜コーティング技術は、発明されてから約100年の歴史があり、高速道路や橋梁などの鋼構造物の防食、タービンエンジンなどの高温部材の耐熱、製鉄、製紙などのプラントにおける搬送機器の耐摩耗などの保護皮膜としての用途を中心に多くの産業に展開されている。
当初の溶射は、溶解した低融点金属を圧縮空気で吹き飛ばすという原始的な方法だったが、電気アークで線材を溶融するワイヤーアーク溶射、超高温プラズマを熱源とするプラズマ溶射、超音速の燃焼ガス炎を熱源とする「高速フレーム溶射」などが発明された。今日では成膜可能な材料として金属、セラミックス、プラスチック、これらの複合材料と極めて多岐にわたる材料をコーティングできるプロセス群として発展してきている(画像1)。

|
|
画像1。各種溶射プロセスの溶射粒子速度と温度(概念図)。ウォームスプレーについては、溶射速度増加の狙いを矢印で示している |
溶射は、ほかの成膜法と比較して、高速度で大面積に厚い膜(50μm以上)を形成できる点で、工業的に魅力が多いプロセスだという。ただし、多くは製造設備や高温機器の内部への適用であるため、一般の消費者の認知度は低い。
また、従来の溶融粒子による溶射にはいくつかの問題点もある。皮膜中には通常、気孔や割れといった欠陥が一定量含まれてしまうのだ。さらに、金属材料を大気中で溶射すると材料が酸化して酸化物となって皮膜中に分散されるために原材料の特性を十分に維持できない場合があるという課題もあった。
容赦に関する近年の大きなトピックとして、粉末粒子を溶融させずに固体のまま高速度で基材に吹き付けて成膜するプロセスの開発がある。一般的には「コールドスプレー」(「キネティックスプレー」などの呼び名も使われる)という技術だ。この技術のルーツは風洞実験を行っているときに気体の流れの可視化の目的で混入したアルミニウムの粉末が模型の上に固着したことにあるという。
コールドスプレー法では、圧縮ガスをノズルから噴き出して超音速流を発生させ、その中に原料粉末を投入して加速し基材に吹き付けて成膜する。粉末を高速度に加速するのに必要なのは、加速に用いるガス流を高速度にすること。具体的には、高圧ガスを膨張させて超音速流を発生させるノズルの形状設計、ノズル上流の貯気圧、ガスの種類、ガス温度が重要なパラメータなどだ。
ガス圧力を上げるとある程度までは速度上昇に効果があるが、限界がある。加速ガスとして窒素がよく使われるが、ガス速度は気体の音速が高いほど高くできるので、ヘリウムを用いると格段に高速度に粉末を加速することが可能だ。ただし、その分、ランニングコストも高くなる。
また、ガス温度を上げることも効果的だ。コールドスプレー装置の開発の1つの焦点として、高温・高圧化が競われており、現状では1000℃、5メガパスカル(MPa)が最高レベルといわれている。
コールドスプレーにおいて、材料ごとに成膜が可能となる最低の粒子速度があることが知られており、「臨界速度」と呼ばれている。ドイツのハンブルグ大学のグループが詳細な数値計算や実験に基づいてデータを出しており、各種の材料を扱う際の指針の役割を果たしている。
そうした中、NIMSが2006年に提案したのが、「ウォームスプレー」というコンセプトだ。これは、高速フレーム溶射(HVOF溶射とも呼ばれる)とコールドスプレーの中間の温度域の粒子温度を実現するという意味で「ウォーム」という言葉を使った造語だ。実態は、画像2に示すようなHVOF溶射装置の燃焼室の後段に室温の不活性ガスを混合する混合室を設けた2段式HVOF溶射装置である。
不活性ガスとしては通常、窒素ガスを用いるが、まず燃料と酸素を完全燃焼条件で十分に燃焼させた後に窒素ガスを混入するために、ガス温度を約1000~2000℃という非常に幅広い範囲で制御可能とした点に特長がある。HVOFの燃焼ガス温度は2000℃以上、コールドスプレーは最高でも1000℃であり、まさに両者の中間のガス温度流域というわけだ。
コールドスプレーでは、チタンやさらに強度の高い合金の緻密膜を形成することは難しい。強度が高い材料ほど臨界速度が高い傾向があり、さらに粒子が高速度で衝突しても変形しにくいために粒子の間に気孔が残り易いためだ。
一方でウォームスプレーには、材料の融点より低いが、軟化が期待できる温度域を使える点にメリットがある。ウォームスプレーに関する研究は国際的にも注目されているところだ。

|
|
画像2。ウォームスプレー装置の模式図。燃料と酸素を完全燃焼する比率で混合・燃焼させてから不活性ガスを混合してガスの温度を調整し原料粉末を加速する |
平成22年度経済産業省戦略的基盤技術高度化事業「次世代コーティングプロセス(ウォームスプレー技術)の開発」(埼玉県産業振興公社が受託)によってプラズマ技研工業がNIMS、鹿児島大学と共同研究を実施し、高圧型のウォームスプレー装置の開発が行われた。
鹿児島大学は圧縮性気体力学による基づくノズルの基本設計、プラズマ技研工業は装置の設計・製作を担当し、画像1中の矢印に示すように粒子温度1000℃、粒子速度1000m/s(チタン粒子:30μm直径の粒子の場合)を目標として開発に成功した形だ。
開発の要点は、燃焼室圧力を従来の1MPaから4MPaに上昇させ、適切な膨張を生じるようにノズル径などを最適化したことである。画像3は開発されたウォームスプレーガンと制御部の外観であり、デジタル制御によって着火からコーティング施工までほぼ自動で行える。
今回、NIMSにおいて高強度のチタン合金「Ti-6Al-4V」の成膜に本プロセスを適用したところ、画像4で見られるように従来型(1MPa)に比較して、同じ窒素ガス流量を用いても緻密性と清浄性に優れた皮膜が得られた。

|

|
|
画像3。開発された高圧型ウォームスプレー装置の外観。制御パネル内には流量制御バルブなどが収納され。PC制御による自動化を実現、全自動で着火し所定の窒素ガス混合状態に到達・維持する機能を有する |
画像4。従来型(上段)と新型ウォームスプレー(下段)によって得られたチタン合金皮膜の断面組織の比較 |
画像5・6で示しているのは、より定量的な比較として、断面組織写真(走査型電子顕微鏡を使用)から皮膜中の気孔率(体積%)と酸化物割合(体積%)を画像解析で求めた結果だ。
窒素ガス流量が1000あるいは1250dm3/minの条件で、気孔率1vol%以下、酸素含有量0.25mass%(原料粉末:0.15mass%)の合金皮膜が得られており、新型(4MPa)の優位性が明らかである。
近年、コールドスプレーを用いた研究発表が複数あるが、窒素ガスを用いた研究では気孔率は6%程度、高価なヘリウムガスを用いて1%程度の値が報告されているところだ。今回の成果は、灯油、酸素、窒素という安価な燃料と作動ガスを用いており、画期的な内容というわけである。

|

|
|
画像5(左)。従来型と新型ウォームスプレーによって得られたチタン合金皮膜の気孔率。画像6(右)は酸化物割合の比較 |
|
今回の成果はチタン合金に関するものだが、開発プロセスは原理的に多くの合金(ニッケル基、鉄基、コバルト基など)や複合材料(炭化物/金属:WC-Co、CrC-NiCrなど)にも適用可能だ。
前述の通り、各種製造プラントや高温機器では、高温、摩擦、腐食などの過酷な環境で使用される材料が多い。単一の材料で機械的特性と耐環境性を満足させることが困難な場合も多く、そのような場合に今回の開発プロセスは大気中で緻密性に優れた耐環境コーティングを付与するツールとして有用である。
また、損耗した部材の補修も重要な課題となっており、特に高強度合金では補修溶接が困難な場合も多い。そのような損耗部位にウォームスプレー法で補修を行えば、産業機器の長寿命化や健全性向上に寄与することも可能だ。また、原理的にはミリオーダーの厚さの堆積物も形成できるので、成型技術としての可能性も秘めている。
課題としては、高速度の金属粒子の衝突によって得られる膜は、加工硬化のために強度は高いが延性に乏しい傾向があり、使用目的によっては後熱処理によって組織と機械特性の調整を行う必要がある点だ。
また、成型技術としての展開には成膜時に発生する内部応力の制御が重要であり、今後の研究課題としている。今後、産業的に重要な材料への適用拡大を目指していくと、研究グループはコメント。
なお、プラズマ技研工業はウォームスプレーに関する特許ライセンスを取得し、今年度より装置販売を開始している。