産業技術総合研究所(産総研)は11月25日、2400℃までの超高温域で人造グラファイトなど工業用カーボン材料の熱膨張を計測できる装置を開発したと発表した。
同成果は、同所 計測フロンティア研究部門 構造物画像診断グループの津田浩研究グループ長、岩下哲雄上級主任研究員らによるもの。詳細は、12月3日~5日に京都教育文化センター(京都市)にて開催される第40回炭素材料学会年会で発表される。

|
|
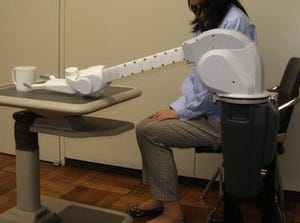
(左)2400℃での計測の様子(レーザマイクロゲージの受光部)、(右)開発した装置から得られた等方性グラファイト材料の線熱膨張率と熱膨張係数の温度依存性 |
人造グラファイト材料は、シリコン半導体製造や電炉製鋼、アルミニウム精錬など、高温に耐え、導電性を持つ材料を必要とする製造業に欠かせないものである。近年、これらの製造工程は大型化され、人造グラファイト材料による温度制御の重要性は増している。さらに、SiC単結晶などパワー半導体材料の製造には、2000℃を超える高温での結晶成長プロセスが必要とされるため、超高温域での物性評価が重要となってきている。しかし、人造グラファイト材料の高温での電気抵抗、熱伝導性、機械的強度などの物性は、原料や製造方法の影響を強く受けるため一様でなく、材料ごとに、物性の温度依存性を測定することが求められている。今回、研究グループでは、高温での熱膨張を接触法と非接触法により同時に測定できる装置の開発に取り組んだ。
材料を高温製造プロセスで利用するためには、材料自体の耐火・耐熱などの耐熱衝撃性が求められる。一般に、材料は温度変化で体積が変わるので、1℃の温度変化に対する寸法変化率、すなわち、熱膨張係数が耐熱衝撃性評価の指標となる。高温での耐火物などの熱膨張を試験する方法は、JIS R2207「耐火物の熱膨張の試験方法」で規格化されている。しかし、接触法による線熱膨張率の測定において参照物質として従来用いられてきた高純度アルミナ焼結体は、2000℃を超える高温では使用できず、より耐熱温度の高いグラファイトを使用するしかない。一方、LMGをはじめとするレーザ光走査型寸法測定器を用いた非接触法の熱膨張率の測定は、超高温では電気炉からの放射光が強烈で受光部に散乱光が入り込むため、これまで1800℃程度が限界だった。
そこで今回、発熱体および計測治具だけでなく、参照物質にも高密度等方性グラファイトを用いて超高温用の熱膨張計測装置を開発した。接触法による測定では、高密度等方性グラファイトの耐熱温度である3000℃付近まで計測できるが、超高温領域では、炉内温度と炉外に設置した差動トランス(伸び計)の温度差が大きく、測定誤差が大きくなる。そこで、LMGを導入して、接触法と非接触法による計測を互いに比較できるようにした。非接触法による測定については、電気炉からの散乱光がLMGの受光部に入りにくいようにした。これらにより、2400℃まで両方法による線熱膨張率の同時計測が可能になった。
同装置では、試験片と計測治具をセットできるように、高密度等方性グラファイトの発熱体が電気炉の前後面に配置されている。なお、前面の発熱体は、電気炉のドアの内側に取り付けてある。左右面には、LMGによる計測ができるように光路が確保された。試験片と接触法による計測用の検出棒と差動トランスは電気炉の上下方向に配置された。また、同装置の試験片サイズは、直径20×長さ100mmの丸棒とした。これは、工業用カーボン材料の物理特性測定方法のJIS規格(JIS R7222)に準拠したサイズとなっているという。

|
|
超高温熱膨張計測装置の概念図。(左)上からの投影図、(右)正面からの投影図。Lは試験片の長さ。温度を変えてLの変化を測定することで、線熱膨張率を計測する |
同装置による計測結果のうち、参照物質である高密度等方性グラファイトの熱膨張による伸び量を、LMGを用いて計測した結果を見ると、1400℃までの結果は、従来法によって計測された熱膨張率から計算した伸び量とよく一致していた。また、1400℃以上の高温領域のデータは、今回初めて得られた計測結果であり、新規な参照データとなる。昇温過程と冷却過程のデータには、ほとんど差異がなかった。

|
|
今回開発した装置による計測結果。(左)高密度等方性グラファイト(参照物質)の熱膨張による伸び量のLMGによる計測結果と計算値の比較。(右)グラファイト素材の黒鉛化処理における線熱膨張率(接触法と非接触法)と熱膨張係数の計測結果 |
人造グラファイトの製造工程の1つに黒鉛化という超高温熱処理があり、その際に熱収縮現象が起こる。今回開発した装置を用いて、2400℃の超高温領域まで試験片の寸法変化を計測したところ、この熱収縮現象を"その場観察"できた。すると、1000℃までは熱膨張を示したが、1000℃以上になると結晶化に伴う急激な熱収縮が始まった。そして、熱収縮の挙動が1600℃付近で変化することが見出された。これは、熱収縮による歩留りの低下を改善する基礎データとなる。また、LMGによる非接触法と接触法による熱膨張率の計測値には、ほとんど差がなく互いの方法が補完され、正確に計測できていることが確かめられたとしている。
SiCのようなパワー半導体材料の製造では、大きな単結晶を作るために、超高温領域で熱膨張係数の小さいグラファイト材料が望まれている。今回開発した装置を用いたLMGによる非接触法では、ミクロンオーダーの精度で計測できるので、パワー半導体製造の高度化に寄与できると期待される。
今後は、様々な工業用カーボン材料の線熱膨張率や熱膨張係数の測定を行い、データを蓄積するとともに、出発原料、製造条件や結晶構造などが熱膨張係数に与える影響を調べていく。数年後には、同技術を外部に技術移転することも検討していくとコメントしている。